
准备好领略球墨铸铁管配件精品选购产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
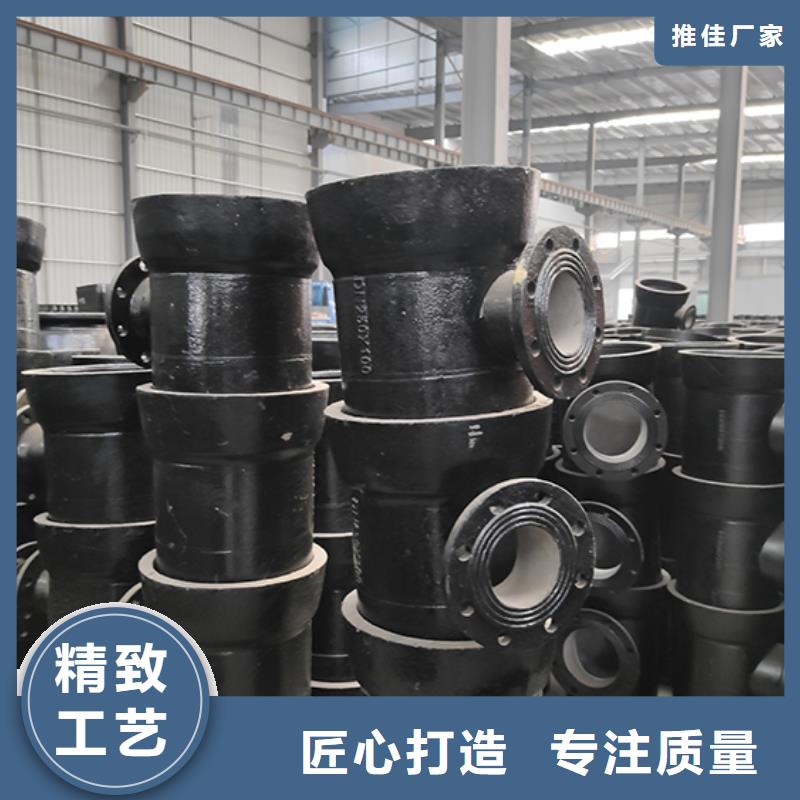
以下是:球墨铸铁管配件精品选购的图文介绍
鑫福兴管业有限公司坐落于南村镇牛匠村,主要生产产品有 河北邢台 K7球墨铸铁管。 本公司拥有先进的生产设备,技术力量雄厚, 本公司始终坚持科技就是生产力,注意技术和产品从开发创新,时时刻刻把质量关,让利于客户共同发展。公司坚持“创新管理中求发展、创新经营中求生存”诚信至上“的准则,致力于为客户提供高品质、高保障的产品。


球墨铸铁管配件喷锌工艺简介:主要为压铸件,用于汽车、轻工等行业,约占15%。许多锌合金的加工性能都比较优良,道次加工率可达60%-80%。中压性能优越,可进行深拉延,并具有自润滑性,延长了模具寿命,可用钎焊或电阻焊或电弧焊(需在氦气中)进行焊接,表面可进行电镀、涂漆处理,切削加工性能良好。在一定条件下具有优越的超塑性能。 离心浇帱球墨管件简介:离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。 浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae 离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa. 其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。



球墨铸铁管配件是一种铁、碳、硅的合金,其间碳以球状游离情况存在,具有铁的本质,钢的功用,运用离心法铸造的球墨铸铁管,管径在DN100一 DN2200之间,但由于DN≥-> 1200mm及DN≤400 mm的球墨铸铁管,铸造难度大、相对代价高,况且大口径球墨铸铁管管壁簿,承、插口端简略变形,影响管道敷设,球墨铸铁管当时宜适用于DN400 mm~1 000mm之内.其管道具有以下明显的特征:(1)、球墨铸铁管可承受的内水压力可抵达3.0 MPa,其延伸率、刚度、抗拉强度均较大;(2)、管件规范彻*底,能习气各种设备需要;(3)、球墨铸铁管接口一般选用承插口,系柔性接口,拆装便当,承受有些沉陷才干较强,可在管内有少量余水的情况下修补;(4)、球墨铸铁管一般外表防腐首要喷涂锌层,再喷沥青保护,其管壁内衬水泥砂浆,耐腐蚀才干强于钢管,但弱于非金属管道;(5)、一般有50年的运用寿数,比钢管的运用寿数长.球墨铸铁管在运用时一*定要注意管道柔性接口处的防*滑脱疑问.


下列因素会影响球墨铸铁管孔径的大小: 1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。 3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。 4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。 5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。 6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。 7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。 球墨铸铁管配件


